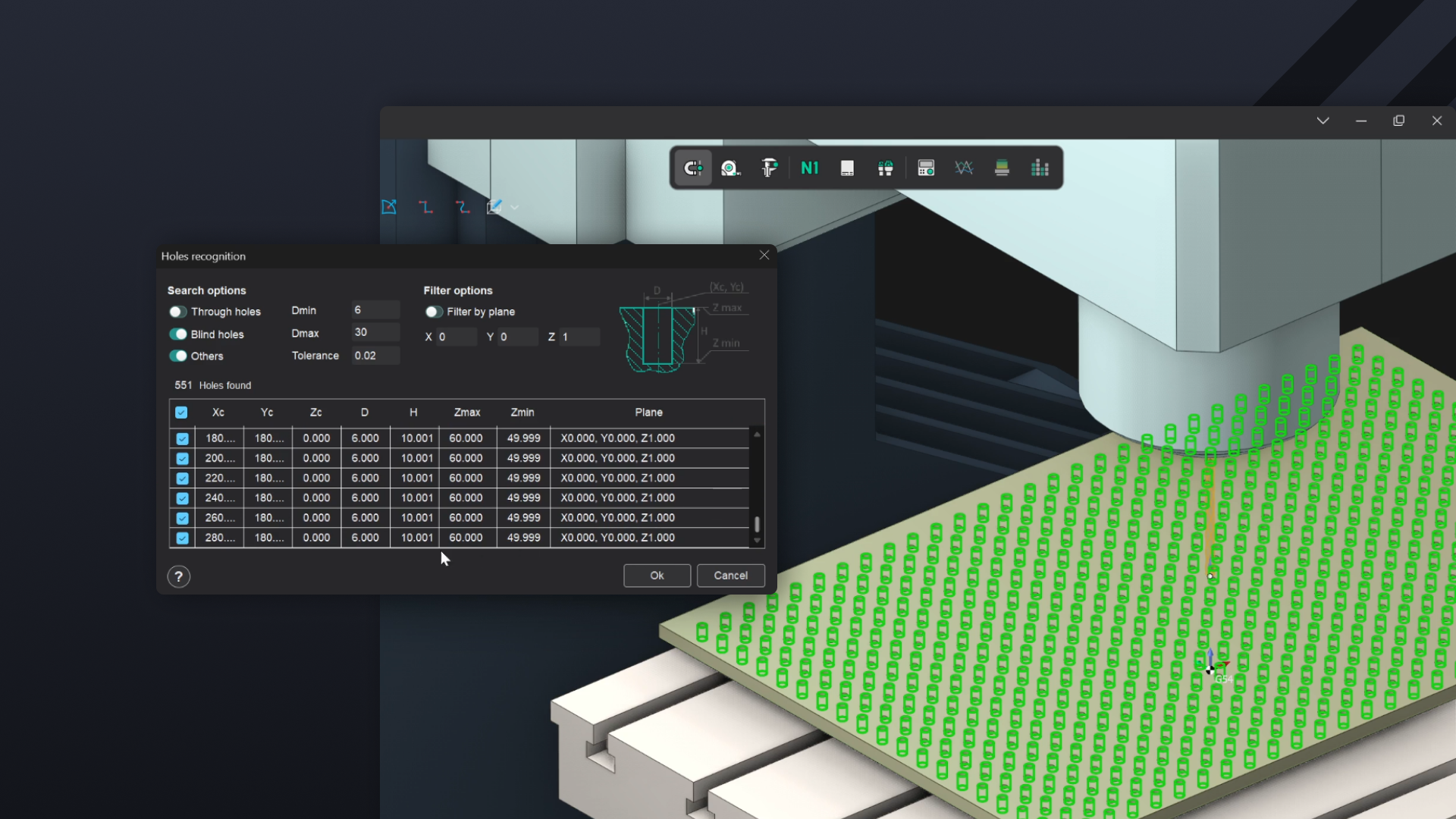
This mini-course offers a demonstration of the hole machining options available in ENCY. The first video emphasises the auto-detection tools available for large arrays of holes for drilling and tapping, while the second video outlines the process of helical boring and thread milling.
While they’re not exhaustive, these videos are a great way of dipping your toe into the tools that ENCY presents for hole milling operations, and should give you a running start to be able to integrate these operations into your own projects.
Further information can be found in the ENCY user manual here: https://docs.encycam.com/ENCY/1/en/10100.html

Now it works!
Excellent.
Great!!!!