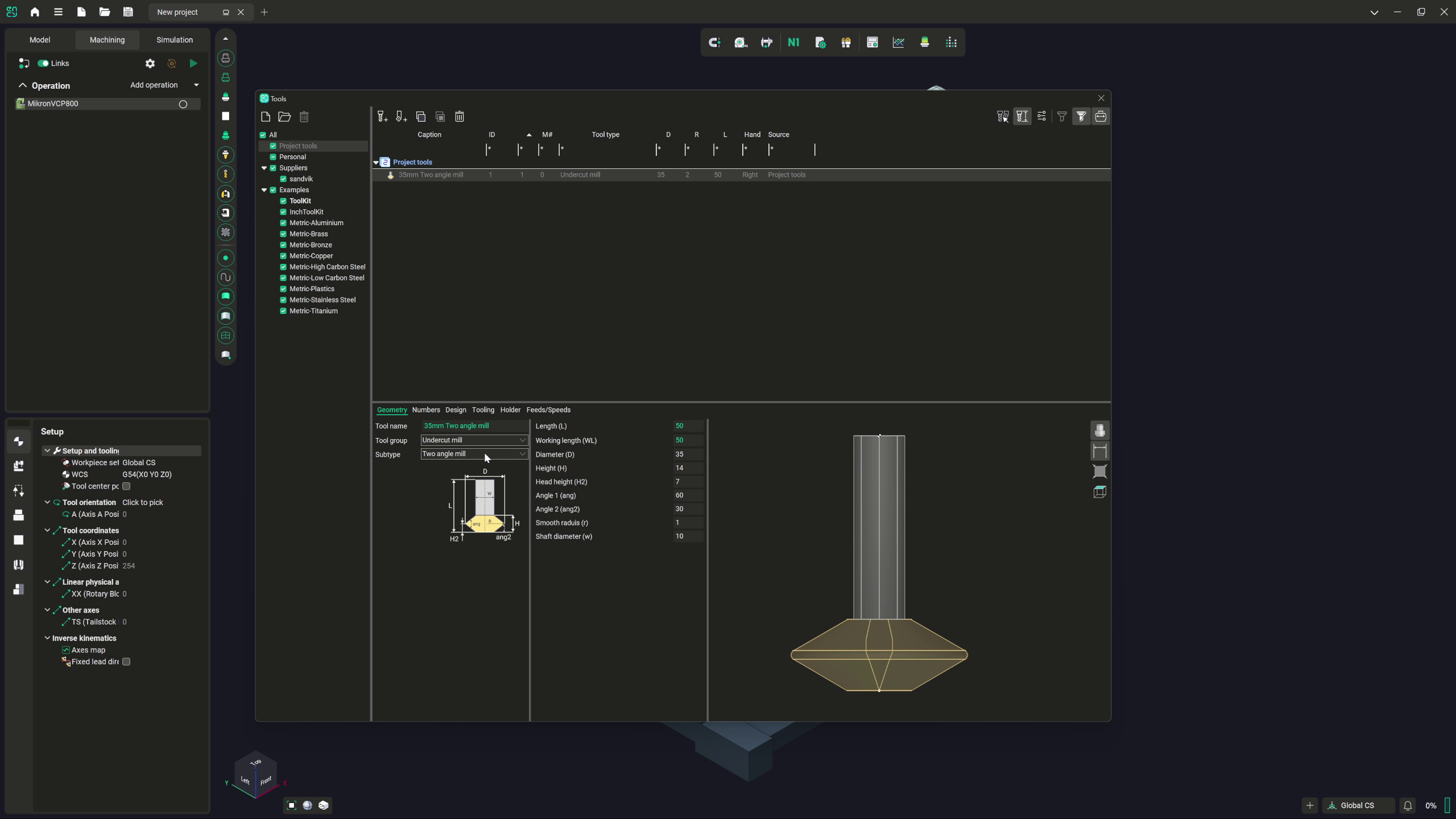
This video course specifically gives an overview of the tool definition options within ENCY. We’ve got a lot of different tooling types on offer, and it can initially seem overwhelming – this video is here to help break down what’s available, and where to find it.

Leave a Reply